Шестерни, валы и зубчатые колеса, шкивы

Изготовление зубчатых колес и шестерен – одно из производственных направлений ООО "Конвейерпривод".
Наш завод выпускает все разновидности зубчатых колес: зубчатые колеса и шестерни цилиндрические, конические, зубчатые колеса внутреннего сцепления, зубчатые колеса внешнего сцепления, прямозубые зубчатые колеса, шевронные зубчатые колеса, прямозубые и косозубые шестерни.
Зубчатая передача состоит из колеса и шестерни. Они являются единым механизмом, при этом шестерня (меньшее по размеру колесо) является ведущим, а колесо побольше – ведомым.
Исходя из способа сцепления, колеса зубчатые делятся на зубчатые колеса внутреннего сцепления и зубчатые колеса внешнего сцепления. Также по форме зубьев различают прямозубое зубчатое колесо, шевронное зубчатое колесо, прямозубые и косозубые шестерни.
При изготовлении зубчатых колес и шестерен на нашем заводе используются прочные марки сталей с применением современных технологий, а также возможно производство зубчатых колес из материала заказчика.
В процессе производства осуществляется термическая обработка изделий: улучшение, цементация, азотирование, объёмная закалка и ТВЧ. Нарезание зубчатых колес производится на высокотехнологичном оборудовании, обеспечивающим точность и качество.
Клиновые шкивы – передают крутящий момент через клиновые ремни.

Обозначение.
Существует общепринятое в мире обозначение клиновых шкивов, которое складывается из нескольких технических характеристик данных деталей, таких как количество ручьев, профиль применяемого ремня, диаметр по корду.
Пример: 8 SPC 500
Где “8” - количество ручьев, “SPC” - профиль применяемого на данном шкиве ремня, “500” - диаметр шкива по корду ремня. Также иногда в обозначении шкива присутствует маркировка применяемой втулки (если шкив под втулку).
Профили.
Основные профили шкивов, применяемые в промышленном оборудование:
- SPZ – на данных шкивах применяются ремни профилей SPZ, XPZ, Z/10, 3V/9N
- SPA - на данных шкивах применяются ремни профилей SPA, XPA, A/13
- SPB - на данных шкивах применяются ремни профилей SPB, XPB, B/17, 5V/15N
- SPC - на данных шкивах применяются ремни профилей SPC, XPC, C/22
Также применяются шкивы под профили классических клиновых ремней 5, Y/6, 8, 20, 25, D/32, E/40
Применение.
Клиновые шкивы являются самым распространенным видом, применяемым в агрегатах с высоким уровнем передаваемой мощности и числа оборотов.
Основные сферы применения:
- Вентиляционное оборудование;
- Компрессорное оборудование;
- Нефтегазовое оборудование;
- Горнодобывающее оборудование;
- Сельскохозяйственное оборудование;
- Деревообрабатывающее оборудование;
- Прочее оборудование.

Зубчатые шкивы – передают крутящий момент через зубчатые ремни. Передача вращательного движения осуществляется путем зацепления зубьев ремня с зубьями шкива.
Обозначение.
Обозначение зубчатых шкивов, так же как у клиновых шкивов, содержит сведения, отражающие их основные технические характеристики. Для зубчатых шкивов таковыми являются: количество зубьев, профиль применяемого ремня, а также обозначение длины ремня или высота шкива. Некоторые производители указывают в маркировке шкива сочетание букв “ТВ”, что указывает на то, что данный шкив под втулку.
Пример №1 : Шкив 80-8М-20
Где “80” - количество зубьев, “8М” - профиль применяемого ремня, “20” - ширина применяемого ремня.
Пример №2 : Шкив ТВ 47АТ10-48
Где “ТВ” - указывает на то, что шкив под втулку, “47” - высота шкива, “АТ10” - профиль применяемого ремня, “48” - количество зубьев.
Профили.
Основными профилями зубчатых шкивов являются:
XL, L, H, XH, 3M, 5M, 8M, 14M, T2.5, T5, T10, AT5, AT10
Применение.
Зубчатые шкивы применяются в агрегатах, в которых необходимо обеспечить передачу момента вращения без проскальзывания и больших значения передаточных отношений, одновременно, зубчатая передача не требует большого натяжения, а, следовательно, обеспечивает меньшую нагрузку на валы и опоры.
Зубчатые шкивы используются в автомобилестроении (ремни газораспределительных и др. механизмов), в машиностроении (для передачи вращательного движения в силовых приводах механизмов), в пищевой, табачной, текстильной, полиграфической и других отраслях легкой и тяжелой промышленностях.
Поликлиновые шкивы.
Шкивы под поликлиновые ремни - это результат последовательных работ по дальнейшему развитию элементов привода. Данный привод сочетает в себе необыкновенную эластичность с хорошей передачей мощности.
Обозначение.
Обозначение поликлиновых шкивов отражает основные технические характеристики свойственные данным деталям.
Пример: Шкив ТB 8 PJ 182,5
Где “ТВ” указывает на то, что шкив под втулку, “8” - количество ручьев, “PJ” - профиль применяемого ремня, “182,5” - диаметр шкива.
Профили.
К основным профилям поликлиновых шкивов относятся:
PH, PJ, PK, PL, PM
Применение.
Поликлиновый привод являются хорошим предложением для экономичных решений при работе в тяжелых условиях эксплуатации, в узлах с большими передаточными отношениями, в приводах с высокими скоростями или при малых диаметрах шкивов.
Поликлиновые шкивы отлично выдерживают испытание в серпантинных (извилистых) приводах при больших передаточных соотношениях. Поликлиновые ремни являются хорошим дополнением программы, потому что благодаря эффективной работе, передаче больших нагрузок пригодны для компактных приводов, как в бытовой технике, также и в продукции тяжёлого машиностроения.
Вал-шестерня и изготовление валов шестерен
 Вал-шестерня. Эти детали в автомобильном и мотоциклетном производстве встречаются двух видов:
Вал-шестерня. Эти детали в автомобильном и мотоциклетном производстве встречаются двух видов:
а) вал-шестерни, не имеющие внутренних обрабатываемых полостей (ведущие конические шестерни главной передачи задних мостов автомобилей и вторичные валы коробок передач);
б) вал-шестерни с внутренними обрабатываемыми полостями (ведущие валы коробок передач).
Технологический процесс и оборудование для механической обработки шестерен-валов первого вида такие же, как и для других ступенчатых валов. В первых операциях фрезеруют торцы и центруют валы с двух сторон, применяя продольно- и горизонтально-фрезерные станки или барабанно-фрезерные станки непрерывного действия, а затем двусторонние центровочные станки или фрезерно-центровочные полуавтоматы вместо фрезерных и центровочных станков.
После фрезерования торцов и сверления центровых отверстий ведут токарную обработку, устанавливая деталь в центрах. Для этой цели часто применяют многорезцовые одношпиндельные или токарно-копировальные полуавтоматы.
Токарную обработку шестерен валов на многорезцовых станках обычно производят в три-четыре операции: черновое и чистовое обтачивание вала и одна или две операции по обтачиванию венца шестерни в зависимости от его формы.
Существуют наладки многорезцовых полуавтоматов для предварительного и окончательного обтачивания вала конической ведущей шестерни главной передачи грузового автомобиля большой грузоподъемности.
Также наладки многорезцового станка для обработки венца ведущего вала главной передачи в две операции.
Накладки токарно-копировальных полуавтоматов по обтачиванию ведущей шестерни главной передачи. Особенностью указанных наладок являются: в первой операции при подходе проходного резца нижнего копировального суппорта к торцу шестерни число оборотов шпинделя автоматически снижается с 1000 до 500 в минуту для сохранения оптимальной скорости резания. Верхний суппорт начинает работать с весьма малой поперечной подачей одновременно с нижним. Во второй операции для снятия кузнечного напуска на хвостовике вала применен автоматический тройной последовательный цикл обтачивания с автоматическим врезанием резца на заданную глубину резания перед каждым проходом. Протачивание канавки под выход шлифовального круга и подрезание торца шестерни резцами верхнего суппорта происходят во время третьего прохода нижнего суппорта. В зависимости от потребной производительности, остальную часть вала можно обтачивать после описанной выше обработки на этом же станке, как обозначено на схеме, или же ограничиться обработкой последней шейки в три прохода и обтачивать остальные две шейки вала на другом копировальном станке.
При обработке на токарно-копировальных станках вследствие меньших радиальных усилий одного резца деформации детали меньше, чем на многорезцовых станках. Одновременно с этим при обработке на токарно-копировальных полуавтоматах можно допускать более высокие скорости резания, что обеспечивает лучшее качество обработанной поверхности. Поэтому токарную обработку шестерен-валов под шлифование ведут на токарно-копировальных станках обычно только за две операции (обтачивают вал и шестерню по одному разу).
При больших программах выпуска применяют токарные шести-шпиндельные полуавтоматы непрерывного действия для обработки детали, устанавливаемой в центрах. Только на заводах с весьма большим выпуском используют все шесть шпинделей данного станка для одной операции. В большинстве случаев эти станки предназначаются для последовательного выполнения двух операций: три шпинделя станка используют для предварительной отработки и остальные три - для окончательной.
Применение токарно-копировальных полуавтоматов, особенно с двойным последовательным циклом автоматической обработки (предварительной и окончательной), в значительной мере расширило их применение. Обработка на них оказывается более экономичной, чем на многошпиндельных полуавтоматах непрерывного действия, и более производительной, чем на одношпиндельных многорезцовых полуавтоматах.
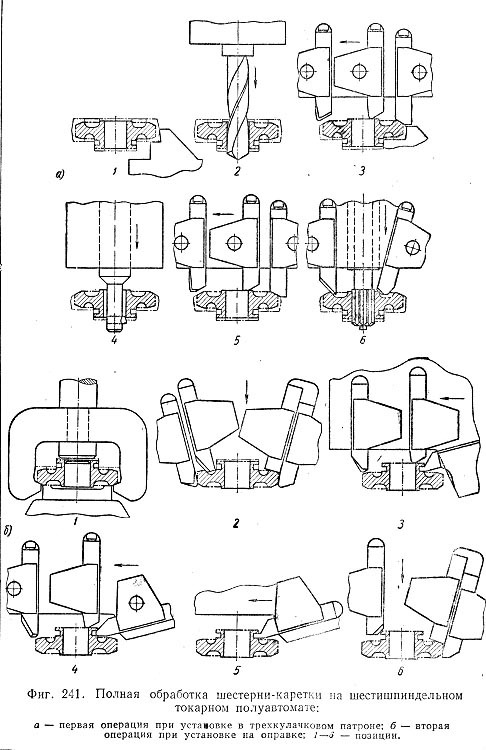
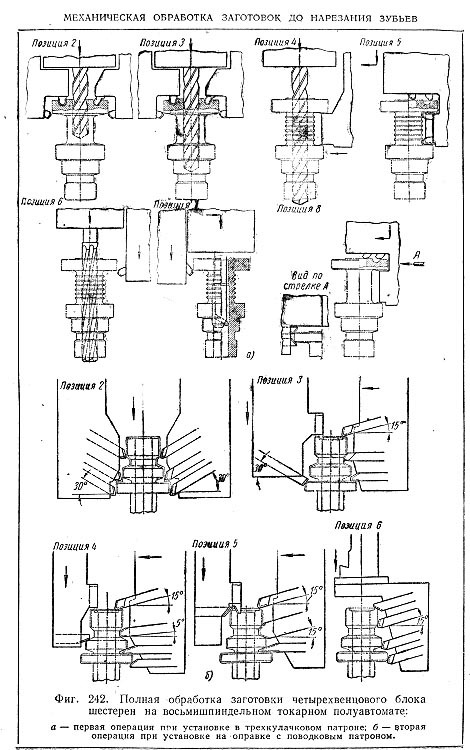 Обработка шестерен-валов с внутренними полостями отличается от описанной выше тем, что в этом случае требуется обработка внутренних поверхностей шестерен. Вначале обычно производят токарную обработку вала в центрах. После этого предварительно шлифуют шейку вала около шестерни, ее задний торец и заднюю шейку. Затем производят токарную обработку наружных и внутренних поверхностей шестерни одновременно, устанавливая деталь по шлифованным шейкам в цанговом патроне на горизонтальных патронных шести- или восьмишпиндельных полуавтоматах. Для этой операции при большой программе выпуска целесообразно также применять многошпиндельные вертикальные патронные полуавтоматы, имеющие более широкие технологические возможности (независимые числа оборотов каждого шпинделя, возможность использования комбинированных суппортов продольной и поперечной подачи, более жесткая система крепления инструмента и большая жесткость всего станка).
Обработка шестерен-валов с внутренними полостями отличается от описанной выше тем, что в этом случае требуется обработка внутренних поверхностей шестерен. Вначале обычно производят токарную обработку вала в центрах. После этого предварительно шлифуют шейку вала около шестерни, ее задний торец и заднюю шейку. Затем производят токарную обработку наружных и внутренних поверхностей шестерни одновременно, устанавливая деталь по шлифованным шейкам в цанговом патроне на горизонтальных патронных шести- или восьмишпиндельных полуавтоматах. Для этой операции при большой программе выпуска целесообразно также применять многошпиндельные вертикальные патронные полуавтоматы, имеющие более широкие технологические возможности (независимые числа оборотов каждого шпинделя, возможность использования комбинированных суппортов продольной и поперечной подачи, более жесткая система крепления инструмента и большая жесткость всего станка).
В качестве примера - наладки шестишпиндельного станка для обработки шестерни ведущего вала коробки передач легкового автомобиля. В этом случае вначале обрабатывается шестерня, а потом вал. Такой порядок целесообразен при обработке заготовок, полученных с ковочных машин со сравнительно глубокой внутренней полостью. Для обработки наружных поверхностей передний центр токарного станка оказался бы недостаточно жестким из-за большого его вылета, так как центровое отверстие должно быть высверлено глубоко во внутренней полости шестерни. Взамен этого жесткая опора может быть создана по фаске Л отверстия.
Поэтому часто на позиции, где происходит окончательная расточка отверстия, добавляют еще один фасочный резец для чистовой обработки фаски Л строго концентрично внутренней полости. При обработке зубьев шестерню-вал базируют по этой фаске.
При такой последовательности обработки после закалки вал-шестерни при шлифовании внутреннего отверстия под подшипник с базированием по зубчатому профилю венца шлифуют за одну установку и фаску Л, с тем чтобы на этой базе произвести окончательную обработку шестерни (шлифование шеек под подшипники, отделка зубьев и т. п.). При указанном процессе обработки обеспечивается минимальное биение трех основных взаимосвязанных поверхностей: внутреннего отверстия под подшипник, наружной шейки под подшипник и начального цилиндра зубчатого венца.



Поделиться с друзьями: